|









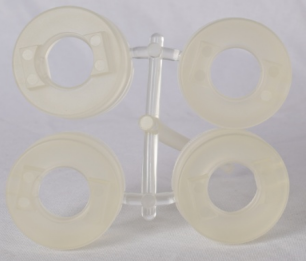
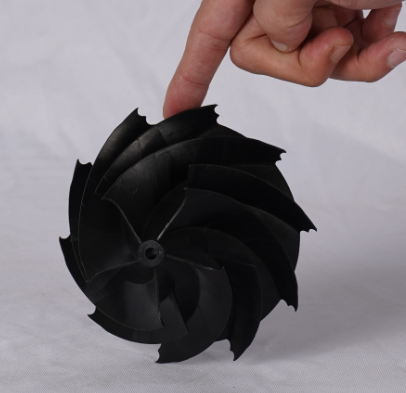
САН+30% Стекловолокно
Деталь лезвия тонкая, а добавление стекловолокна затрудняет заполнение.
Шаг PL между сердечником и полостью составляет максимум 0,05 мм.
Ползунки с 4 сторон, на лезвии легко появляется короткая дробь, что необходимо для обеспечения стабильности производства деталей.
Анализируйте деталь с профессиональной точки зрения, чтобы избежать проблем с деталями, и GDM раньше делал полости 1*8, поэтому GDM имеет богатый технический опыт.
Искусство и наука изготовления литьевых вентиляторов с поперечным потоком: взгляд на конструкцию и оптимизацию полостей
Мир производства – это динамичный ландшафт, изобилующий инновациями и точностью, особенно в области литья под давлением.В качестве примера можно привести производство вентиляторов с перекрестным потоком, процесс, который зависит от множества компонентов, при этом конструкция полости пресс-формы является решающим фактором.В этой статье рассматриваются сложные детали проектирования идеальной полости, подчеркивая вклад компании Zhuhai Gree Daikin Precision Mold (GDM) в эту сферу.
**Проектирование полостей литьевой формы и оптимизация компоновки полостей**
Краеугольным камнем успешного литья под давлением является продуманная конструкция полости формы.В GDM мы используем лучшие практики Gree Electric и Daikin Industries, чтобы обеспечить оптимальную производительность наших резонаторов.Расположение этих полостей оптимизировано для плавного потока материала, обеспечивая однородность и снижая вероятность появления дефектов.
**Анализ толщины стен и проектирование литниковой системы**
Важнейшим аспектом проектирования полости является анализ толщины стенок.Тонкая лопасть вентилятора с поперечным потоком требует точности толщины стенок, а стекловолокно SAN + 30% создает уникальные проблемы при заполнении.Конструкция литниковой системы способствует этому, эффективно и равномерно направляя материал в полость формы.
**Проектирование литников, балансировка и проектирование системы охлаждения полости**
Конструкция и балансировка системы направляющих играют решающую роль в достижении равномерного распределения температуры и уменьшении перепадов давления.Дополняет это конструкция системы охлаждения полости, которая помогает быстро охлаждать отлитую деталь для поддержания точности размеров и качества детали.
**Проектирование системы выброса и расчет угла наклона**
Система выброса спроектирована таким образом, чтобы обеспечить плавное высвобождение отформованной детали, снижая риск деформации или повреждения.Расчет угла уклона играет решающую роль в этом процессе, обеспечивая плавное выведение детали.
**Требования к отделке поверхности и выбор материала для полостей**
Требования к качеству поверхности полости имеют первостепенное значение.Они не только влияют на эстетическое качество лопастей поперечного вентилятора, но и влияют на их функциональность.Выбор материала для полостей не менее важен, учитывая такие факторы, как износостойкость, долговечность и обрабатываемость.
**Процессы обработки полостей и методы полировки полостей**
Точность в процессах обработки полостей имеет решающее значение: шаг PL между стержнем и полостью составляет максимум 0,05 мм.Методы полировки полостей применяются для обеспечения гладкой и высококачественной отделки, уменьшая трение в процессе формования.
**Методы контроля полостей и параметрическое проектирование полостей**
Методы контроля полостей гарантируют соблюдение всех параметров и устранение проблем еще до этапа производства.Параметрическая конструкция полости, параметры которой можно регулировать в зависимости от конкретных требований, повышает универсальность пресс-формы.
**Быстрое прототипирование полостей и конформное охлаждение полостей**
Быстрое прототипирование полостей позволяет быстро и точно изготавливать прототипы для проверки.Конформные каналы охлаждения, повторяющие форму полости, обеспечивают эффективное охлаждение и более высокую производительность.
**Техники литья под давлением различных материалов и литья со вставками**
Литье под давлением нескольких материалов позволяет создавать сложные детали, расширяя возможности дизайна.Методы формования вставками позволяют объединить несколько материалов в одну деталь, повышая ее функциональность.
В заключение, процесс литья под давлением с поперечно-точным вентилятором является свидетельством искусства точности и науки точности.В GDM мы используем синергию двух мировых производственных гигантов, создавая мир, в котором технологии и опыт объединяются для предоставления всему миру передовых прецизионных форм.
Искусство и наука изготовления литьевых вентиляторов с поперечным потоком: взгляд на конструкцию и оптимизацию полостей
Мир производства – это динамичный ландшафт, изобилующий инновациями и точностью, особенно в области литья под давлением.В качестве примера можно привести производство вентиляторов с перекрестным потоком, процесс, который зависит от множества компонентов, при этом конструкция полости пресс-формы является решающим фактором.В этой статье рассматриваются сложные детали проектирования идеальной полости, подчеркивая вклад компании Zhuhai Gree Daikin Precision Mold (GDM) в эту сферу.
**Проектирование полостей литьевой формы и оптимизация компоновки полостей**
Краеугольным камнем успешного литья под давлением является продуманная конструкция полости формы.В GDM мы используем лучшие практики Gree Electric и Daikin Industries, чтобы обеспечить оптимальную производительность наших резонаторов.Расположение этих полостей оптимизировано для плавного потока материала, обеспечивая однородность и снижая вероятность появления дефектов.
**Анализ толщины стен и проектирование литниковой системы**
Важнейшим аспектом проектирования полости является анализ толщины стенок.Тонкая лопасть вентилятора с поперечным потоком требует точности толщины стенок, а стекловолокно SAN + 30% создает уникальные проблемы при заполнении.Конструкция литниковой системы способствует этому, эффективно и равномерно направляя материал в полость формы.
**Проектирование литников, балансировка и проектирование системы охлаждения полости**
Конструкция и балансировка системы направляющих играют решающую роль в достижении равномерного распределения температуры и уменьшении перепадов давления.Дополняет это конструкция системы охлаждения полости, которая помогает быстро охлаждать отлитую деталь для поддержания точности размеров и качества детали.
**Проектирование системы выброса и расчет угла наклона**
Система выброса спроектирована таким образом, чтобы обеспечить плавное высвобождение отформованной детали, снижая риск деформации или повреждения.Расчет угла уклона играет решающую роль в этом процессе, обеспечивая плавное выведение детали.
**Требования к отделке поверхности и выбор материала для полостей**
Требования к качеству поверхности полости имеют первостепенное значение.Они не только влияют на эстетическое качество лопастей поперечного вентилятора, но и влияют на их функциональность.Выбор материала для полостей не менее важен, учитывая такие факторы, как износостойкость, долговечность и обрабатываемость.
**Процессы обработки полостей и методы полировки полостей**
Точность в процессах обработки полостей имеет решающее значение: шаг PL между стержнем и полостью составляет максимум 0,05 мм.Методы полировки полостей применяются для обеспечения гладкой и высококачественной отделки, уменьшая трение в процессе формования.
**Методы контроля полостей и параметрическое проектирование полостей**
Методы контроля полостей гарантируют соблюдение всех параметров и устранение проблем еще до этапа производства.Параметрическая конструкция полости, параметры которой можно регулировать в зависимости от конкретных требований, повышает универсальность пресс-формы.
**Быстрое прототипирование полостей и конформное охлаждение полостей**
Быстрое прототипирование полостей позволяет быстро и точно изготавливать прототипы для проверки.Конформные каналы охлаждения, повторяющие форму полости, обеспечивают эффективное охлаждение и более высокую производительность.
**Техники литья под давлением различных материалов и литья со вставками**
Литье под давлением нескольких материалов позволяет создавать сложные детали, расширяя возможности дизайна.Методы формования вставками позволяют объединить несколько материалов в одну деталь, повышая ее функциональность.
В заключение, процесс литья под давлением с поперечно-точным вентилятором является свидетельством искусства точности и науки точности.В GDM мы используем синергию двух мировых производственных гигантов, создавая мир, в котором технологии и опыт объединяются для предоставления всему миру передовых прецизионных форм.